
 13280808941
13280808941
國家環境保護總局
公 告 2006 年 第 38 號
為貫徹執行 《中華人民共和國環境保護法》,保護環境,保障人體健康,促進科技進步,現批準 《環境保護產品技術要求 刮泥機》等 20 項標準為國家環境保護行業標準,并予發布。
標準名稱、
編號如下:
一、環境保護產品技術要求 刮泥機 (HJ/ T 265—2006)
二、環境保護產品技術要求 吸泥機 (HJ/ T 266—2006)
三、環境保護產品技術要求 電凝聚處理設備 (HJ/ T 267—2006)
四、環境保護產品技術要求 中和裝置 (HJ/ T 268—2006)
五、環境保護產品技術要求 自動清洗網式過濾器 (HJ/ T 269—2006)
六、環境保護產品技術要求 反滲透水處理裝置 (HJ/ T 270—2006)
七、環境保護產品技術要求 超濾裝置 (HJ/ T 271—2006)
八、環境保護產品技術要求 化學法二氧化氯消毒劑發生器 (HJ/ T 272—2006)
九、環境保護產品技術要求 旋轉式潷水器 (HJ/ T 277—2006)
十、環境保護產品技術要求 單級高速曝氣離心鼓風機 (HJ/ T 278—2006)
十一、環境保護產品技術要求 推流式潛水攪拌機 (HJ/ T 279—2006)
十二、環境保護產品技術要求 轉盤曝氣裝置 (HJ/ T 280—2006)
十三、環境保護產品技術要求 散流式曝氣器 (HJ/ T 281—2006)
十四、環境保護產品技術要求 淺池氣浮裝置 (HJ/ T 282—2006)
十五、環境保護產品技術要求 廂式壓濾機和板框壓濾機 (HJ/ T 283—2006)
十六、環境保護產品技術要求 袋式除塵器用電磁脈沖閥 (HJ/ T 284—2006)
十七、環境保護產品技術要求 工業粉塵濕式除塵裝置 (HJ/ T 285—2006)
十八、環境保護產品技術要求 工業鍋爐多管旋風除塵器 (HJ/ T 286—2006)
十九、環境保護產品技術要求 中小型燃油、燃氣鍋爐 (HJ/ T 287—2006)
二十、環境保護產品技術要求 濕式煙氣脫硫除塵裝置 (HJ/ T 288—2006)
以上標準為指導性標準,自 2006 年 9 月 15 日起實施,由中國環境科學出版社出版,標準內容可 在國家環保總局網站 (www.sepa . gov . cn)查詢。
自以上標準實施之日起,下列標準廢止:
一、刮泥機 (HCRJ 056—1999)
二、吸泥機 (HCRJ 055—1999)
三、紡織印染廢水電解處理設備 (HCRJ 059—1999)
四、中和裝置 (HCRJ 060—1999)
五、自動清洗網式過濾器 (HCRJ 061—1999)
六、反滲透裝置 (HCRJ 065—1999)
七、超濾裝置 (HCRJ 066—1999)
八、化學法二氧化氯消毒劑發生器 (HCRJ 067—1999)
九、旋轉式潷水器 (HBC 26—2004) ⅰ
十、單級高速曝氣離心鼓風機 (HBC 28—2004)
十一、推流式潛水攪拌機 (HBC 29—2004)
十二、轉盤曝氣機 (HCRJ 050—1999)
十三、散流式曝氣器 (HCRJ 051—1999)
十四、淺池氣浮裝置 (HCRJ 052—1999)
十五、廂式壓濾機和板框壓濾機 (HCRJ 054—1999)
十六、袋式除塵器用電磁脈沖閥 (HCRJ 043—1999)
十七、工業粉塵濕式除塵裝置 (HCRJ 039—1999)
十八、工業鍋爐多管旋風除塵器 (HCRJ 001—1996)
十九、中小型燃油、燃氣鍋爐 (HBC 31—2004)
二十、濕式煙氣脫硫除塵裝置 (HCRJ 012—1998)
特此公告。 2006 年 7 月 28 日
前 言
為貫徹 《中華人民共和國水污染防治法》,執行國家水污染排放標準,保障污染治理設施質量, 制定本標準。 本標準規定了吸泥機的技術要求、試驗方法和檢驗規則。 本標準由國家環境保護總局科技標準司提出。 本標準起草單位:中國環境保護產業協會 (水污染治理委員會)、江蘇天雨環保集團有限公司、 宜興華盛機械制造有限公司、宜興泉溪環保有限公司、商城縣開源環保設備有限公司。 本標準國家環境保護總局 2006 年 7 月 28 日批準。 本標準自 2006 年 9 月 15 日起實施,自實施之日起代替 《吸泥機》(HCRJ 055—1999)。 本標準由國家環境保護總局解釋。 10 HJ / T 266 2006
環境保護產品技術要求 吸泥機
1 適用范圍 本標準規定了吸泥機的定義、分類與命名、技術要求、試驗方法、檢驗規則、標志、包裝、運輸和貯存。 本標準適用于水處理工藝中,用于吸排沉淀池底部污泥的吸泥機。
2 規范性引用文件 下列文件中的條款通過本標準的引用而成為本標準的條款。凡是注日期的引用文件,其隨后所有 的修改單 (不包括勘誤的內容)或修訂版均不適用于本標準,然而,鼓勵根據本標準達成協議的各方 研究是否可使用這些文件的最新版本。凡是不注日期的引用文件其最新版本適用于本標準。
3 術語和定義 下列術語和定義適用本標準。
吸泥機 利用虹吸、泵吸及水位差原理通過吸管排除池底沉淀污泥的機械設備。
4 分類命名 4 1 分類 4 1 1 吸泥機按排泥方式分為虹吸式 (H)、泵吸式 (B)和水位差式 (S)。 11 HJ / T 266 2006 4 1 2 吸泥機可分為中心傳動式 (ZX)、周邊傳動式 (ZB)、桁車式 (HJ)。 4 2 型號 X □ □ — □ 吸泥機 驅動方式:ZX,ZB,HJ 型式:H,B,S 沉淀池池寬或池徑,m 示例:XHJB—10 指池寬為 10 m 的桁車泵吸式吸泥機。 4 3 結構型式 4 3 1 XZX 式吸泥機的基本組成為:排渣斗、工作橋、中心泥缸、驅動裝置、流量調節閥、穩流 筒、吸泥管、浮渣刮板、擋板、堰板、吸泥嘴等。 4 3 2 XZB 式吸泥機的基本組成為:驅動裝置、排渣斗、鋼梁、流量調節閥、排泥槽、中心泥缸、 中心支座、中心筒、穩流筒、吸泥管、浮渣刮板、浮渣擋板、堰槽等。 4 3 3 XHJ 式吸泥機的基本組成為:驅動裝置、欄桿、吸泥管系統、工作橋、刮泥板、吸泥系統等。 4 4 基本參數
4. 4.1 XZX 式吸泥機的基本參數見表 1。
表 1 XZX 式吸泥機的基本參數

4.4.2 XZB 式吸泥機的基本參數見表 2。
表 2 XZB 式吸泥機的基本參數

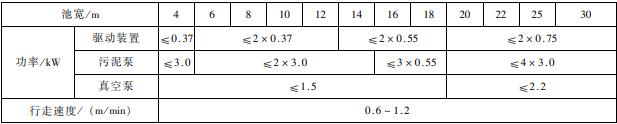
4.4.3 XHJ 式吸泥機的基本參數見表 3。
表 3 XHJ 式吸泥機的基本參數
5 要求
5 1 基本要求 5 1 1 吸泥機應符合本標準的規定,并按照經規定程序批準的圖紙和技術文件制造。 5 1 2 吸泥機制造用的材料、零部件、外購件應有合格證明。 12 HJ / T 266 2006 5 1 3 焊縫應符合 GB / T 985 的要求。 5 2 環境適應性 吸泥機應在介質溫度 4 ~ 60℃,pH 值 6 ~ 9 的條件下保證正常運行。 5 3 性能要求 5 3 1 吸泥機的基本性能參數應分別符合本標準表 1 ~ 表 3 的規定。 5 3 2 可靠性和耐久性 5 3 2 1 整機安裝后應進行空載試驗和負荷試驗。正常運行平均無故障工作時間不少于 8 000 h。 5 3 2 2 整機使用工作壽命應大于 15 年。 5 3 3 穩定性 5 3 3 1 工作電流平穩,空載 (或清水)運轉,其電流波動值應小于額定值的 5% 。 5 3 3 2 運轉中不得有不正常的噪聲,滾動軸承的溫度不應高于 70 ℃,溫升不應超過 40 ℃;滑動 軸承的溫度不應高于 60 ℃,溫升不應超過 30 ℃。 5 3 3 3 正常運轉噪聲應不大于 75 dB (A)。 5 3 3 4 傳動部分應設有可靠的過力矩保護裝置。 5 4 材料及防腐 5 4 1 水下部分的緊固件均應采用不銹鋼材料。吸泥管、三角堰、浮渣擋板可采用玻璃鋼或不銹鋼 材料,若采用普通金屬材料,其表面涂層應不低于 200μm。 5 4 2 普通金屬材料涂裝前表面處理應符合 GB / T 8923 中的 Sa2 1 / 2 級。 5 4 3 水上普通金屬構件涂裝要求應符合 JB / T 5000 12 中的規定,涂層厚度不小于 150μm。 5 4 4 水下金屬構件涂裝要求應符合 JB / T 2932 的規定,涂層厚度不小于 200μm。 5 4 5 最易腐蝕的水線部位 (水面上 200 mm,水面下 300 mm)金屬表面應采用重防腐涂料進行涂 裝。 5 4 6 油漆外觀應均勻、細致、光亮、完整,不得有粗糙不平、流痕、漏漆現象,漆膜應附著牢 固。 5 5 其他要求 5 5 1 XZXH 型吸泥機 5 5 1 1 桁架等鋼結構件的設計應符合 GB 50017 的要求。 5 5 1 2 鋼結構件的制造、拼裝、驗收均應符合 GBJ 50205 的規定,制造偏差應符合 GB 50205—2001 中 C0 1 ~ C0 2 和 C0 5 ~ C0 9 的規定。 5 5 1 3 電控部分及電機 a)電控設備應有主電路開關、操作按鈕、過電流保護及信號報警裝置,當要求遙控時,機旁必 須附設緊急停車按鈕。 b)電控設備應符合 GB / T 14084 1 的規定,采用戶外箱式防護等級應達到 GB / T 4942 2 IP55 的規 定。 c)電機采用 Y 系列三相異步電機,符合 GB / T 755 的規定,有防爆要求時選用 YB 型。 5 5 2 XZBH 型吸泥機 5 5 2 1 主梁、端梁、桁架等鋼結構件的設計應符合 GB 50017 的要求,主梁應考慮合適的起拱度, 主梁的最大撓度不應大于跨度的 1 / 700,主梁的對接焊應達到 GB 50205—2001 中 5 2 1 ~ 5 2 6 的要 求。主梁直線度 1 5 / 1 000,全長偏差≤ ± 10 mm。鋼結構件的制造、拼裝、驗收參照 5 5 1 2 的規定。 5 5 2 2 中心集電器 a)集電環間的絕緣電阻應大于 1 MΩ。 b)壓緊電刷的彈簧應保證電刷與集電環相對回轉時緊密接觸,彈簧表面應進行防腐處理。 c)人字形刷握集電環應符合 JB 2839 的規定。 13 HJ / T 266 2006 d)必須設立一個嚴密防雨的安全外罩。 5 5 2 3 中心回轉支承一般應選用單排交叉滾柱式回轉支承或單排四點接觸球型回轉支承,并符合 JB / T 2300 的規定。 5 5 2 4 傳動裝置 a)車輪、聯軸器材料性能不低于 GB 11352 中 ZG 270 - 500 的規定。車輪輪緣表面淬火,硬度為 350 HB。 b)對于非金屬輪應保證額定載荷下,使用壽命大于兩年。 5 5 2 5 電控部分應符合 5 5 1 3 的規定。 5 5 3 XHJ 型吸泥機 5 5 3 1 端梁、主梁、鋼結構件應符合 5 5 1 2 和 5 5 2 1 的規定。 5 5 3 2 電控部分應符合 5 5 1 3 的規定。
6 檢驗項目和試驗方法
6 1 焊縫檢驗采用目測法 6 2 環境適應性檢測 6 2 1 溫度用 0 ~ 100 ℃溫度計測定。 6 2 2 pH 值測定按 GB / T 6920 進行。 6 3 性能試驗 6 3 1 運行速度用秒表和鋼尺測量、計算求得。 6 3 2 可靠性、耐久性試驗 空載試驗不少于 8 h;負荷試驗不少于 72 h。正常運行平均無故障工作時間和使用壽命根據用戶 調查確定。 6 3 3 穩定性試驗 出廠檢驗時其傳動部分在制造廠內組裝后進行,型式檢驗應在負荷試驗或正常運行時進行。 a)用鉗形表測量工作電流; b)各部位溫升應在開機 2 h 后用溫度計測量。 c)噪聲測量按 GB / T 3768 進行。 6 4 涂裝質量檢驗 a)漆膜厚度使用電磁式漆膜測厚儀測量; b)外觀用目測法檢驗; c)漆膜附著力按 GB / T 1720 的規定進行檢驗; d)如表面進行熱噴涂應按 GB / T 9793 進行檢測。 6 5 主梁的撓度測量,應在安裝以后進行,用鋼絲和直尺測得。 6 6 絕緣電阻采用兆歐表測量。 6 7 過力矩保護裝置的可靠性用力矩試驗機測量。 6 8 集電器耐壓試驗,在 2 000 V 試驗電壓的條件下做耐壓試驗 1 min,無擊穿現象。 6 9 中心回轉支承中滾道和鋼球硬度根據 JB / T 2300 的檢測方法,用硬度計測量。
7 檢驗規則
產品的檢驗分為出廠檢驗和型式檢驗兩類。
7 1 出廠檢驗 7 1 1 每臺吸泥機應進行出廠檢驗,檢驗合格后方可出廠。
7 1 2 出廠檢驗項目見表 4。 14 HJ / T 266 2006
表 4 出廠檢驗項目

7 2 型式檢驗
當有下列情況之一時,應進行型式檢驗。 a)新產品鑒定; b)因材料或生產工藝重大改變,影響產品性能; c)連續停產兩年以上恢復生產; d)正常生產三年; e)國家質量監督機構提出檢驗要求。 7 2 1 檢驗項目。型式檢驗項目為技術要求中所有項目。 7 2 2 抽樣方法。隨機抽一臺。 7 2 3 判定規則。任一檢驗項目不合格,須加倍抽樣檢驗,如仍不合格,則被判定為不合格品。
8 標志、包裝、運輸和貯存
8 1 標志 8 1 1 每臺產品需在明顯位置處釘制產品標牌,并符合 GB / T 13306 的規定。 8 1 2 產品標牌內容 a)產品名稱; b)型號及規格; c)電機功率;供電電源電壓和頻率; d)出廠編號; e)出廠日期; f)制造廠名稱、商標。 8 2 包裝 8 2 1 產品檢驗合格后,應清除表面污物和殘留水跡后方可進行包裝。 8 2 2 產品包裝按 GB / T 13384 規定進行。 8 2 3 隨機文件 a)裝箱單; b)產品總圖,主要零部件圖及易損件圖; c)產品合格證; d)產品安裝使用說明書; e)用戶意見反饋單。 8 2 4 運輸包裝收發貨標志應符合 GB / T 6388 的規定。 8 2 5 包裝儲運圖示標志應符合 GB / T 191 的規定。 8 2 6 電氣裝置,零散部件均應采用密封包裝,箱內均應有裝箱單。 15 HJ / T 266 2006 8 3 運輸 運輸過程中應嚴格按標志擺放,避免重物疊加。 8 4 貯存 電控箱、傳動裝置、中心支承應貯存在通風干燥防雨的場所
上一篇: 高鹽廢水零排放一體化智能設備
下一篇:新疆地埋式一體化污水處理設備生產










服務熱線
